-
公司新闻
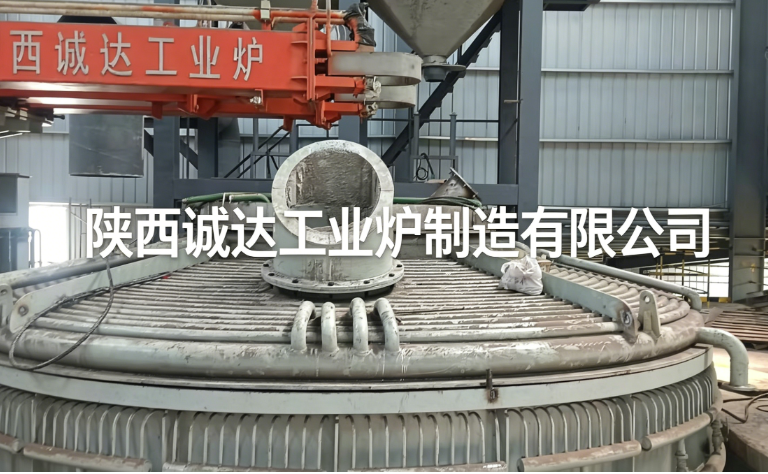
 技术赋能高校科研,陕西诚达等离子直流电弧炉顺利交付东北大学,运行平稳陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为东北大学量身设计、生产的等离子直流电弧炉顺利出炉,经现场调试与试运行,设备各项性能指标均达到预设标准,运行状态稳定良好,成功实现交付投用,标志着公司在高校科研定制化工业炉领域再添重要成果,也彰显了校企产学研协同创新的坚实成效。 东北大学作为我国冶金工程领域的顶尖高校,在金属材料冶炼、特种合金研发等方面拥有深厚的科研积淀与雄厚的技术实力,此次定制的等离子直流电弧炉,主要用于高校特种金属材料冶炼、难熔金属及其合金研发等科研试验工作,对设备的精度、稳定性、环保性及定制化适配性提出了严苛要求。 作为深耕工业炉制造领域20余年的高新技术企业,陕西诚达自2003年成立以来,始终专注于交直流炼钢电弧炉、钢包精炼炉等工业炉装备的研发、设计与制造,具备设计制造100吨电弧炉的雄厚实力,拥有26项专利技术及完善的生产管控体系,可提供从工厂设计、工艺布局到产品研发、制造、安装、调试的全流程EPC总承包服务。接到东北大学定制需求后,公司高度重视,组建专业研发与生产团队,深入对接高校科研需求,结合等离子直流电弧炉的技术特性,量身打造专属解决方案。 据悉,此次交付的等离子直流电弧炉采用直流转移弧方式,以等离子电弧作为核心热源,配备水冷金属等离子枪,有效避免了传统石墨电极对钢水的增碳问题,适合超低碳不锈钢及特殊合金的冶炼;炉内可保持惰性气氛,类似真空熔炼效果,能显著降低钢水中氢、氧、氮等气体含量,提升冶炼材料的纯度与品质,同时电弧温度高达20000℃左右,可满足钨、钼、铌等难熔金属及其合金的熔炼需求,各类合金元素收得率可达96%以上,完美契合高校科研试验的高端需求。 在生产制造过程中,陕西诚达严格遵循国家行业标准及高校定制要求,依托自身成熟的生产工艺与品质管控体系,对设备的核心部件、结构设计、装配调试等每一个环节进行严格把控,确保设备的可靠性与稳定性。从原材料采购、零部件加工到整体装配、性能测试,团队全程精益求精,高效推进生产进度,最终如期完成设备制造与出炉调试工作,一次性通过试运行检验,得到东北大学科研团队的高度认可。 此次与东北大学的成功合作,是陕西诚达深化产学研融合、赋能高校科研创新的重要举措,也是公司定制化研发与生产实力的集中体现。陕西诚达始终坚持“技术是发展之源,质量是生存之本”的宗旨,凭借过硬的技术实力、完善的服务体系,持续为高校、科研机构及企业提供高品质、定制化的工业炉装备解决方案。 未来,陕西诚达将以此次合作为契机,持续加大技术创新投入,深耕工业炉制造领域,不断优化产品性能与服务质量,深化与高校、科研机构的协同合作,推动科研成果转化,以专业的智造能力助力冶金行业技术升级,为我国高等教育科研事业与工业高质量发展注入新动能。2026-04-28
技术赋能高校科研,陕西诚达等离子直流电弧炉顺利交付东北大学,运行平稳陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为东北大学量身设计、生产的等离子直流电弧炉顺利出炉,经现场调试与试运行,设备各项性能指标均达到预设标准,运行状态稳定良好,成功实现交付投用,标志着公司在高校科研定制化工业炉领域再添重要成果,也彰显了校企产学研协同创新的坚实成效。 东北大学作为我国冶金工程领域的顶尖高校,在金属材料冶炼、特种合金研发等方面拥有深厚的科研积淀与雄厚的技术实力,此次定制的等离子直流电弧炉,主要用于高校特种金属材料冶炼、难熔金属及其合金研发等科研试验工作,对设备的精度、稳定性、环保性及定制化适配性提出了严苛要求。 作为深耕工业炉制造领域20余年的高新技术企业,陕西诚达自2003年成立以来,始终专注于交直流炼钢电弧炉、钢包精炼炉等工业炉装备的研发、设计与制造,具备设计制造100吨电弧炉的雄厚实力,拥有26项专利技术及完善的生产管控体系,可提供从工厂设计、工艺布局到产品研发、制造、安装、调试的全流程EPC总承包服务。接到东北大学定制需求后,公司高度重视,组建专业研发与生产团队,深入对接高校科研需求,结合等离子直流电弧炉的技术特性,量身打造专属解决方案。 据悉,此次交付的等离子直流电弧炉采用直流转移弧方式,以等离子电弧作为核心热源,配备水冷金属等离子枪,有效避免了传统石墨电极对钢水的增碳问题,适合超低碳不锈钢及特殊合金的冶炼;炉内可保持惰性气氛,类似真空熔炼效果,能显著降低钢水中氢、氧、氮等气体含量,提升冶炼材料的纯度与品质,同时电弧温度高达20000℃左右,可满足钨、钼、铌等难熔金属及其合金的熔炼需求,各类合金元素收得率可达96%以上,完美契合高校科研试验的高端需求。 在生产制造过程中,陕西诚达严格遵循国家行业标准及高校定制要求,依托自身成熟的生产工艺与品质管控体系,对设备的核心部件、结构设计、装配调试等每一个环节进行严格把控,确保设备的可靠性与稳定性。从原材料采购、零部件加工到整体装配、性能测试,团队全程精益求精,高效推进生产进度,最终如期完成设备制造与出炉调试工作,一次性通过试运行检验,得到东北大学科研团队的高度认可。 此次与东北大学的成功合作,是陕西诚达深化产学研融合、赋能高校科研创新的重要举措,也是公司定制化研发与生产实力的集中体现。陕西诚达始终坚持“技术是发展之源,质量是生存之本”的宗旨,凭借过硬的技术实力、完善的服务体系,持续为高校、科研机构及企业提供高品质、定制化的工业炉装备解决方案。 未来,陕西诚达将以此次合作为契机,持续加大技术创新投入,深耕工业炉制造领域,不断优化产品性能与服务质量,深化与高校、科研机构的协同合作,推动科研成果转化,以专业的智造能力助力冶金行业技术升级,为我国高等教育科研事业与工业高质量发展注入新动能。2026-04-28 -
公司新闻
 融合专利技术!陕西诚达为贵州企业打造的矿热电炉启动安装调试工作近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为贵州某企业量身设计、生产的矿热电炉,在项目现场顺利完成主体设备吊装,正式进入安装调试关键阶段,标志着该项目从设备制造阶段全面转向性能校准与投产筹备的冲刺环节,也彰显了陕西诚达在工业炉定制领域的技术实力与履约能力。 作为深耕工业炉制造领域二十余年的高新技术企业,陕西诚达成立于2003年,专注于工业用电炉、燃料炉及特种电炉等设备的设计、制造与全流程服务,凭借26项专利技术储备、丰富的行业经验和严谨的品质管控,在工业炉制造领域树立了良好的品牌形象, 先后为多个行业客户提供定制化、智能化的设备解决方案,具备从研发设计、生产制造到安装调试、运维服务的全链条能力。此次为贵州企业定制的矿热电炉,是结合当地产业发展需求与客户生产工艺特点,专项优化设计的核心冶炼装备,设备采用半密闭式结构、高效水冷、精准温控及智能电极调控等先进技术,兼顾高效、节能、环保、自动化等多重优势,可有效适配贵州地区冶金、矿产加工等产业的绿色发展需求,助力客户实现产能提升与能耗降低的双重目标。 据悉,该矿热电炉项目自启动以来,陕西诚达高度重视,组建专业研发设计与项目服务团队,深入对接客户需求,严格遵循行业标准与环保规范,优化设备结构设计,攻克多项技术难点,确保设备性能与客户生产需求高度契合。在设备生产阶段,公司严格把控原材料采购、生产加工、质量检测等每一个环节,依托完善的质量管控体系,确保设备各项指标符合设计标准;设备发货后,公司派遣专业技术团队全程驻场,与客户项目组紧密协同,高效完成设备吊装、管线接驳、电气对接等前期准备工作,为后续安装调试工作奠定了坚实基础。 当前,安装调试工作正有条不紊地推进中,陕西诚达驻场技术团队严格按照调试方案,分工协作、精准操作,重点对炉体密封、电气系统、冷却系统、除尘系统及自控系统等关键环节进行全方位校验与调试,细致排查设备运行隐患,优化操作流程,确保每一项参数都达到设计要求。调试期间,团队将全程提供技术指导,及时解决调试过程中出现的各类问题,全力保障矿热电炉顺利完成调试,早日实现投产运行。 贵州地区矿产资源丰富,冶金产业是当地重点发展的支柱产业之一,此次矿热电炉项目的顺利推进,不仅是陕西诚达拓展西南市场、深化跨区域合作的重要举措,也将为贵州合作企业补齐生产装备短板、提升核心竞争力提供有力支撑,助力当地矿产资源高效利用与冶金产业绿色转型升级,实现经济效益、社会效益与环境效益的统一。陕西诚达相关负责人表示,公司将始终坚守“技术是发展之源,质量是生存之本”的宗旨,以专业的技术、优质的服务,全力推进该项目安装调试工作,确保项目早日投产见效。未来,陕西诚达将持续深耕工业炉制造领域,加大技术研发投入,不断优化产品结构,提升产品性能与服务水平,聚焦绿色低碳与智能化发展方向,为更多行业客户提供定制化、绿色化、智能化的工业炉设备解决方案,助力我国冶金产业高质量发展,同时深化跨区域合作,实现互利共赢、协同发展。2026-04-28
融合专利技术!陕西诚达为贵州企业打造的矿热电炉启动安装调试工作近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为贵州某企业量身设计、生产的矿热电炉,在项目现场顺利完成主体设备吊装,正式进入安装调试关键阶段,标志着该项目从设备制造阶段全面转向性能校准与投产筹备的冲刺环节,也彰显了陕西诚达在工业炉定制领域的技术实力与履约能力。 作为深耕工业炉制造领域二十余年的高新技术企业,陕西诚达成立于2003年,专注于工业用电炉、燃料炉及特种电炉等设备的设计、制造与全流程服务,凭借26项专利技术储备、丰富的行业经验和严谨的品质管控,在工业炉制造领域树立了良好的品牌形象, 先后为多个行业客户提供定制化、智能化的设备解决方案,具备从研发设计、生产制造到安装调试、运维服务的全链条能力。此次为贵州企业定制的矿热电炉,是结合当地产业发展需求与客户生产工艺特点,专项优化设计的核心冶炼装备,设备采用半密闭式结构、高效水冷、精准温控及智能电极调控等先进技术,兼顾高效、节能、环保、自动化等多重优势,可有效适配贵州地区冶金、矿产加工等产业的绿色发展需求,助力客户实现产能提升与能耗降低的双重目标。 据悉,该矿热电炉项目自启动以来,陕西诚达高度重视,组建专业研发设计与项目服务团队,深入对接客户需求,严格遵循行业标准与环保规范,优化设备结构设计,攻克多项技术难点,确保设备性能与客户生产需求高度契合。在设备生产阶段,公司严格把控原材料采购、生产加工、质量检测等每一个环节,依托完善的质量管控体系,确保设备各项指标符合设计标准;设备发货后,公司派遣专业技术团队全程驻场,与客户项目组紧密协同,高效完成设备吊装、管线接驳、电气对接等前期准备工作,为后续安装调试工作奠定了坚实基础。 当前,安装调试工作正有条不紊地推进中,陕西诚达驻场技术团队严格按照调试方案,分工协作、精准操作,重点对炉体密封、电气系统、冷却系统、除尘系统及自控系统等关键环节进行全方位校验与调试,细致排查设备运行隐患,优化操作流程,确保每一项参数都达到设计要求。调试期间,团队将全程提供技术指导,及时解决调试过程中出现的各类问题,全力保障矿热电炉顺利完成调试,早日实现投产运行。 贵州地区矿产资源丰富,冶金产业是当地重点发展的支柱产业之一,此次矿热电炉项目的顺利推进,不仅是陕西诚达拓展西南市场、深化跨区域合作的重要举措,也将为贵州合作企业补齐生产装备短板、提升核心竞争力提供有力支撑,助力当地矿产资源高效利用与冶金产业绿色转型升级,实现经济效益、社会效益与环境效益的统一。陕西诚达相关负责人表示,公司将始终坚守“技术是发展之源,质量是生存之本”的宗旨,以专业的技术、优质的服务,全力推进该项目安装调试工作,确保项目早日投产见效。未来,陕西诚达将持续深耕工业炉制造领域,加大技术研发投入,不断优化产品结构,提升产品性能与服务水平,聚焦绿色低碳与智能化发展方向,为更多行业客户提供定制化、绿色化、智能化的工业炉设备解决方案,助力我国冶金产业高质量发展,同时深化跨区域合作,实现互利共赢、协同发展。2026-04-28 -
公司新闻
 匠心筑造,赋能临沂!陕西诚达热熔渣调质炉冷热试达标,开炉在即近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为临沂客户量身设计、生产的热熔渣调质炉,顺利完成冷态调试与热态试验全部流程,各项性能指标均达到设计标准及行业规范,现已进入开炉准备阶段,即将正式投入运行,为临沂区域相关产业绿色升级与高效生产注入新动能。 作为深耕冶金工业炉领域二十余年的专业制造商,陕西诚达成立于2003年,是国内知名的冶金工业炉成套装备解决方案提供商,具备研发设计、生产制造、安装调试、运维服务全链条能力,凭借50余项相关专利技术、完善的生产体系及严苛的质量管控,在工业用电炉、冶金成套设备等领域赢得了行业客户的广泛认可与信赖。此次为临沂客户定制的热熔渣调质炉,是公司结合客户实际生产需求,融合自身在高温熔炼、节能环保、智能控制领域的成熟技术,量身打造的高效、节能、环保型核心装备。 为确保设备质量与运行稳定性,陕西诚达组建专项技术团队,从设计研发、原材料采购到生产组装,每一步均遵循规范流程,通过专业检测设备进行严格质量把控,同时提前制定详细的冷热试方案,明确各环节流程、责任分工及安全规范。冷试阶段,团队对设备的机械结构、电气系统、管路连接等进行全面检测与调试,确保各部件衔接顺畅、运行正常;热试阶段,按照既定工艺开展烘炉、升温、加料调质等系列操作,全面检验设备的高温运行性能、温控精度及工艺适配性,最终顺利完成全部试炼任务,设备各项参数均符合设计要求,展现出优异的稳定性与可靠性。 据悉,该热熔渣调质炉主要用于接收热态熔融废渣,通过精准的加料调质、熔化升温等工艺,有效利用热熔渣的热潜能,实现废渣资源化利用,兼具节能与环保双重价值,与当下绿色冶金、循环经济的发展理念高度契合。设备投用后,将进一步优化临沂客户的生产工艺,提升废渣资源化利用水平,降低生产成本,助力其实现高效、低碳、绿色生产。 陕西诚达相关项目负责人表示,此次热熔渣调质炉冷热试圆满完成,是公司技术实力与服务水平的又一有力印证,也是双方深度协作、互利共赢的重要成果。下一步,公司将派遣专业技术团队全程护航开炉工作,提供全方位技术支持,同时持续聚焦工业炉领域的技术创新与产品升级,依托自身专利技术优势,为更多客户提供定制化、高品质的工业炉装备及全流程服务,助力行业绿色转型与高质量发展。2026-04-28
匠心筑造,赋能临沂!陕西诚达热熔渣调质炉冷热试达标,开炉在即近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为临沂客户量身设计、生产的热熔渣调质炉,顺利完成冷态调试与热态试验全部流程,各项性能指标均达到设计标准及行业规范,现已进入开炉准备阶段,即将正式投入运行,为临沂区域相关产业绿色升级与高效生产注入新动能。 作为深耕冶金工业炉领域二十余年的专业制造商,陕西诚达成立于2003年,是国内知名的冶金工业炉成套装备解决方案提供商,具备研发设计、生产制造、安装调试、运维服务全链条能力,凭借50余项相关专利技术、完善的生产体系及严苛的质量管控,在工业用电炉、冶金成套设备等领域赢得了行业客户的广泛认可与信赖。此次为临沂客户定制的热熔渣调质炉,是公司结合客户实际生产需求,融合自身在高温熔炼、节能环保、智能控制领域的成熟技术,量身打造的高效、节能、环保型核心装备。 为确保设备质量与运行稳定性,陕西诚达组建专项技术团队,从设计研发、原材料采购到生产组装,每一步均遵循规范流程,通过专业检测设备进行严格质量把控,同时提前制定详细的冷热试方案,明确各环节流程、责任分工及安全规范。冷试阶段,团队对设备的机械结构、电气系统、管路连接等进行全面检测与调试,确保各部件衔接顺畅、运行正常;热试阶段,按照既定工艺开展烘炉、升温、加料调质等系列操作,全面检验设备的高温运行性能、温控精度及工艺适配性,最终顺利完成全部试炼任务,设备各项参数均符合设计要求,展现出优异的稳定性与可靠性。 据悉,该热熔渣调质炉主要用于接收热态熔融废渣,通过精准的加料调质、熔化升温等工艺,有效利用热熔渣的热潜能,实现废渣资源化利用,兼具节能与环保双重价值,与当下绿色冶金、循环经济的发展理念高度契合。设备投用后,将进一步优化临沂客户的生产工艺,提升废渣资源化利用水平,降低生产成本,助力其实现高效、低碳、绿色生产。 陕西诚达相关项目负责人表示,此次热熔渣调质炉冷热试圆满完成,是公司技术实力与服务水平的又一有力印证,也是双方深度协作、互利共赢的重要成果。下一步,公司将派遣专业技术团队全程护航开炉工作,提供全方位技术支持,同时持续聚焦工业炉领域的技术创新与产品升级,依托自身专利技术优势,为更多客户提供定制化、高品质的工业炉装备及全流程服务,助力行业绿色转型与高质量发展。2026-04-28 -
公司新闻
 精准定制,服务制胜——陕西诚达直流炉集中控制室及监控画面获重庆金萃盛赞近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为重庆金萃量身设计、生产的直流炉集中监控画面及集中控制室,顺利交付并投入使用,凭借卓越的性能、便捷的操作及可靠的稳定性,赢得重庆金萃的高度认可与一致好评,用专业实力续写合作共赢新篇章。 作为深耕工业炉领域二十余年的高新技术企业,陕西诚达自2003年成立以来,始终秉持“技术是发展之源,质量是生存之本”的宗旨,专注于工业炉设备及配套系统的研发、设计与制造,具备研发设计、生产制造、安装调试、运维服务全链条能力,拥有26项专利及多项自主核心技术,在直流炉、矿热炉、电弧炉等领域积累了丰富的定制化经验,服务于冶金、新能源、化工等多个重点行业。此次与重庆金萃的合作,是双方基于彼此信任的深度携手,更是陕西诚达定制化服务能力与技术实力的又一次有力彰显。 直流炉作为工业生产中的核心关键设备,其集中监控系统与控制室的稳定性、精准度直接影响生产效率、操作安全性及能耗控制。接到重庆金萃项目需求后,陕西诚达高度重视,组建专项技术团队,深入对接客户生产场景与核心需求,结合直流炉运行特性,开展定制化设计与研发工作。团队充分融合公司在智能控制领域的成熟技术,借鉴集中监控系统的先进设计理念,优化监控画面的可视化呈现与操作逻辑,打造的集中监控画面能够实时采集直流炉运行过程中的温度、压力、流量等全量关键参数,实现设备运行状态的全景可视、精准监控,同时具备故障自诊断与异常报警功能,可及时发现设备潜在问题,为操作人员提供精准的决策依据。 在集中控制室的设计与搭建上,陕西诚达坚持“人性化、智能化、高效化”原则,合理规划控制室布局,优化设备摆放与操作流程,配备专业的控制服务器、操作员工作站及各类配套设备,打造出操作便捷、环境舒适、安全可靠的集中控制空间[2]。控制室集成了直流炉全流程控制功能,操作人员可通过中控系统实现对直流炉运行参数的精准调节、负荷控制及故障处置,大幅提升操作效率,降低人工劳动强度,同时有效规避操作风险,为重庆金萃的安全生产筑牢保障。 项目交付后,陕西诚达派遣专业技术团队提供全程驻场调试与技术培训服务,耐心指导重庆金萃操作人员熟悉设备操作、参数设置及日常维护技巧,确保设备快速投入正常运行。经过一段时间的实际运行,该套集中监控画面及集中控制室运行稳定、响应迅速,监控数据精准无误,操作便捷高效,完美匹配重庆金萃的生产需求,有效提升了直流炉运行的稳定性与生产效率,得到了重庆金萃项目负责人及一线操作人员的一致好评。重庆金萃相关负责人表示:“陕西诚达的定制化方案精准贴合我们的生产需求,监控系统操作直观、运行可靠,控制室布局合理、人性化,不仅解决了我们以往直流炉控制中的诸多痛点,还为我们的安全生产提供了有力保障,是值得信赖的合作伙伴。” 此次合作的成功,不仅是陕西诚达技术实力与服务水平的生动体现,更是双方协同发展、互利共赢的重要成果。作为国家级高新技术企业,陕西诚达始终以技术创新为驱动,以客户需求为导向,不断深耕工业炉领域,优化产品与服务,凭借专业的定制化能力、可靠的产品品质及高效的售后服务,赢得了市场与客户的广泛认可。 未来,陕西诚达将继续坚守匠心,深耕工业炉装备研发与制造领域,持续推进技术创新与产品升级,不断提升定制化服务能力,聚焦客户核心需求,为更多行业客户提供更智能、更高效、更可靠的工业炉及配套系统解决方案,助力客户实现提质增效、绿色发展,与合作伙伴携手共筑工业高质量发展新未来。2026-04-23
精准定制,服务制胜——陕西诚达直流炉集中控制室及监控画面获重庆金萃盛赞近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为重庆金萃量身设计、生产的直流炉集中监控画面及集中控制室,顺利交付并投入使用,凭借卓越的性能、便捷的操作及可靠的稳定性,赢得重庆金萃的高度认可与一致好评,用专业实力续写合作共赢新篇章。 作为深耕工业炉领域二十余年的高新技术企业,陕西诚达自2003年成立以来,始终秉持“技术是发展之源,质量是生存之本”的宗旨,专注于工业炉设备及配套系统的研发、设计与制造,具备研发设计、生产制造、安装调试、运维服务全链条能力,拥有26项专利及多项自主核心技术,在直流炉、矿热炉、电弧炉等领域积累了丰富的定制化经验,服务于冶金、新能源、化工等多个重点行业。此次与重庆金萃的合作,是双方基于彼此信任的深度携手,更是陕西诚达定制化服务能力与技术实力的又一次有力彰显。 直流炉作为工业生产中的核心关键设备,其集中监控系统与控制室的稳定性、精准度直接影响生产效率、操作安全性及能耗控制。接到重庆金萃项目需求后,陕西诚达高度重视,组建专项技术团队,深入对接客户生产场景与核心需求,结合直流炉运行特性,开展定制化设计与研发工作。团队充分融合公司在智能控制领域的成熟技术,借鉴集中监控系统的先进设计理念,优化监控画面的可视化呈现与操作逻辑,打造的集中监控画面能够实时采集直流炉运行过程中的温度、压力、流量等全量关键参数,实现设备运行状态的全景可视、精准监控,同时具备故障自诊断与异常报警功能,可及时发现设备潜在问题,为操作人员提供精准的决策依据。 在集中控制室的设计与搭建上,陕西诚达坚持“人性化、智能化、高效化”原则,合理规划控制室布局,优化设备摆放与操作流程,配备专业的控制服务器、操作员工作站及各类配套设备,打造出操作便捷、环境舒适、安全可靠的集中控制空间[2]。控制室集成了直流炉全流程控制功能,操作人员可通过中控系统实现对直流炉运行参数的精准调节、负荷控制及故障处置,大幅提升操作效率,降低人工劳动强度,同时有效规避操作风险,为重庆金萃的安全生产筑牢保障。 项目交付后,陕西诚达派遣专业技术团队提供全程驻场调试与技术培训服务,耐心指导重庆金萃操作人员熟悉设备操作、参数设置及日常维护技巧,确保设备快速投入正常运行。经过一段时间的实际运行,该套集中监控画面及集中控制室运行稳定、响应迅速,监控数据精准无误,操作便捷高效,完美匹配重庆金萃的生产需求,有效提升了直流炉运行的稳定性与生产效率,得到了重庆金萃项目负责人及一线操作人员的一致好评。重庆金萃相关负责人表示:“陕西诚达的定制化方案精准贴合我们的生产需求,监控系统操作直观、运行可靠,控制室布局合理、人性化,不仅解决了我们以往直流炉控制中的诸多痛点,还为我们的安全生产提供了有力保障,是值得信赖的合作伙伴。” 此次合作的成功,不仅是陕西诚达技术实力与服务水平的生动体现,更是双方协同发展、互利共赢的重要成果。作为国家级高新技术企业,陕西诚达始终以技术创新为驱动,以客户需求为导向,不断深耕工业炉领域,优化产品与服务,凭借专业的定制化能力、可靠的产品品质及高效的售后服务,赢得了市场与客户的广泛认可。 未来,陕西诚达将继续坚守匠心,深耕工业炉装备研发与制造领域,持续推进技术创新与产品升级,不断提升定制化服务能力,聚焦客户核心需求,为更多行业客户提供更智能、更高效、更可靠的工业炉及配套系统解决方案,助力客户实现提质增效、绿色发展,与合作伙伴携手共筑工业高质量发展新未来。2026-04-23 -
公司新闻
 架起技术桥梁,助力本地发展——陕西诚达在印尼开展侧吹炉操作专项培训近日,陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)电气部、工程部骨干技术团队远赴印度尼西亚,针对当地侧吹炉项目相关操作人员,开展了为期数日的侧吹炉操作及安全注意事项专项培训,以专业技术赋能海外项目,助力当地团队提升操作技能,保障项目安全稳定高效运行,践行中印尼产业合作共赢理念。 作为深耕冶金工业炉制造领域20余年的专业企业,陕西诚达在侧吹炉研发、制造、安装及运维方面拥有深厚的技术积淀和丰富的实践经验,此次培训依托公司印尼侧吹炉项目投产运营的实际需求,精准对接当地操作人员的技能痛点,量身定制了系统化、实操性极强的培训方案,切实解决当地团队在设备操作、安全管控等方面的难点问题。 培训过程中,陕西诚达技术团队秉持“理论筑基、实操赋能、安全为先”的原则,结合 印尼侧吹炉项目采用的富氧侧吹浸没燃烧熔池熔炼技术特点,从设备基础结构、核心工作原理、操作流程规范、关键参数监控等理论知识入手,细致讲解了侧吹炉智能控制系统、燃烧器阵列、冷却系统等核心组件的操作要点,深入解读了炉体温度、鼓风压力、烟气排放等关键参数的管控标准,让参训人员全面掌握设备运行的核心逻辑。 为确保培训效果,技术团队创新采用“理论讲解+现场实操+案例剖析”的培训模式,将抽象的技术知识与现场实际操作紧密结合。在侧吹炉作业现场,电气部技术人员手把手指导参训人员熟悉设备操作界面、参数调节方法及常见电气故障排查技巧;工程部技术人员则聚焦设备日常维护、异常情况处置及安全防护规范,重点演示了炉体检查、紧急停机、熔体泄漏应急处置等实操流程,针对参训人员提出的疑问逐一耐心解答,现场互动氛围浓厚。 此次培训重点强化了安全操作意识,技术团队结合侧吹炉高温、高压的作业特性,详细讲解了安全防护装备的规范使用、作业环境安全管控、紧急事故响应流程等注意事项,结合国内同类项目的典型安全案例,深刻剖析违规操作的危害,引导参训人员树立“安全第一、规范操作、责任到人”的理念,全面提升安全操作和应急处置能力,为项目安全生产筑牢防线。 据悉,陕西诚达印尼侧吹炉项目作为公司深耕海外冶金市场的重要里程碑,聚焦绿色、高效、合规冶炼,破解了当地传统冶炼工艺能耗高、环保性弱、资源利用率低的痛点,此次培训不仅是项目后续稳定运营的重要保障,更是公司践行“技术出海、合作共赢”理念的生动实践,为当地培养了一批具备专业操作技能的技术人才,助力当地矿业产业从“资源出口型”向“产业增值型”转型。 参训的印尼当地操作人员纷纷表示,此次培训内容详实、针对性强,既掌握了侧吹炉的操作技巧,也深刻认识到安全操作的重要性,受益匪浅,未来将把所学知识运用到实际工作中,规范操作、科学运维,全力保障项目平稳运行。 此次印尼侧吹炉操作培训,不仅彰显了陕西诚达的技术实力与责任担当,更搭建了中印尼技术交流与合作的桥梁。未来,陕西诚达将持续深耕海外市场,依托自身技术优势,持续为海外项目提供专业化的技术支持与服务,不断输出中国冶炼解决方案,助力当地产业升级,实现企业与当地社会的共同发展、互利共赢。2026-04-23
架起技术桥梁,助力本地发展——陕西诚达在印尼开展侧吹炉操作专项培训近日,陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)电气部、工程部骨干技术团队远赴印度尼西亚,针对当地侧吹炉项目相关操作人员,开展了为期数日的侧吹炉操作及安全注意事项专项培训,以专业技术赋能海外项目,助力当地团队提升操作技能,保障项目安全稳定高效运行,践行中印尼产业合作共赢理念。 作为深耕冶金工业炉制造领域20余年的专业企业,陕西诚达在侧吹炉研发、制造、安装及运维方面拥有深厚的技术积淀和丰富的实践经验,此次培训依托公司印尼侧吹炉项目投产运营的实际需求,精准对接当地操作人员的技能痛点,量身定制了系统化、实操性极强的培训方案,切实解决当地团队在设备操作、安全管控等方面的难点问题。 培训过程中,陕西诚达技术团队秉持“理论筑基、实操赋能、安全为先”的原则,结合 印尼侧吹炉项目采用的富氧侧吹浸没燃烧熔池熔炼技术特点,从设备基础结构、核心工作原理、操作流程规范、关键参数监控等理论知识入手,细致讲解了侧吹炉智能控制系统、燃烧器阵列、冷却系统等核心组件的操作要点,深入解读了炉体温度、鼓风压力、烟气排放等关键参数的管控标准,让参训人员全面掌握设备运行的核心逻辑。 为确保培训效果,技术团队创新采用“理论讲解+现场实操+案例剖析”的培训模式,将抽象的技术知识与现场实际操作紧密结合。在侧吹炉作业现场,电气部技术人员手把手指导参训人员熟悉设备操作界面、参数调节方法及常见电气故障排查技巧;工程部技术人员则聚焦设备日常维护、异常情况处置及安全防护规范,重点演示了炉体检查、紧急停机、熔体泄漏应急处置等实操流程,针对参训人员提出的疑问逐一耐心解答,现场互动氛围浓厚。 此次培训重点强化了安全操作意识,技术团队结合侧吹炉高温、高压的作业特性,详细讲解了安全防护装备的规范使用、作业环境安全管控、紧急事故响应流程等注意事项,结合国内同类项目的典型安全案例,深刻剖析违规操作的危害,引导参训人员树立“安全第一、规范操作、责任到人”的理念,全面提升安全操作和应急处置能力,为项目安全生产筑牢防线。 据悉,陕西诚达印尼侧吹炉项目作为公司深耕海外冶金市场的重要里程碑,聚焦绿色、高效、合规冶炼,破解了当地传统冶炼工艺能耗高、环保性弱、资源利用率低的痛点,此次培训不仅是项目后续稳定运营的重要保障,更是公司践行“技术出海、合作共赢”理念的生动实践,为当地培养了一批具备专业操作技能的技术人才,助力当地矿业产业从“资源出口型”向“产业增值型”转型。 参训的印尼当地操作人员纷纷表示,此次培训内容详实、针对性强,既掌握了侧吹炉的操作技巧,也深刻认识到安全操作的重要性,受益匪浅,未来将把所学知识运用到实际工作中,规范操作、科学运维,全力保障项目平稳运行。 此次印尼侧吹炉操作培训,不仅彰显了陕西诚达的技术实力与责任担当,更搭建了中印尼技术交流与合作的桥梁。未来,陕西诚达将持续深耕海外市场,依托自身技术优势,持续为海外项目提供专业化的技术支持与服务,不断输出中国冶炼解决方案,助力当地产业升级,实现企业与当地社会的共同发展、互利共赢。2026-04-23 -
公司新闻
 技术赋能,绿色升级!陕西诚达临沂热熔渣调质炉冷试圆满,静待点火启新程近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为山东临沂客户量身设计、生产制造的热熔渣调质炉,顺利完成设备安装与系统调试,正式进入冷试阶段,各项指标均达到设计标准,点火开炉工作已进入紧张筹备阶段,即将迎来投产前的关键冲刺。 作为深耕工业炉领域二十余年的高新技术企业,陕西诚达自2003年成立以来,始终秉持“技术是发展之源,质量是生存之本”的宗旨,专注于工业炉设备的研发与制造,具备研发设计、生产制造、安装调试、运维服务全链条能力,在热熔渣处理、固废资源化利用等领域积累了深厚的技术积淀与丰富的项目经验,拥有26项专利技术,可精准匹配不同行业客户的定制化需求。此次为山东临沂客户打造的热熔渣调质炉,便是公司结合当地产业发展需求,量身定制的高效、环保、智能型核心装备。 据悉,该热熔渣调质炉融合了陕西诚达在高温熔炼、智能控制、节能环保领域的成熟技术,借鉴公司在同类设备研发中的成功经验,优化了炉体结构与工艺流程,采用精准温控、高效除尘等先进技术,可实现热熔渣的高效调质处理,有效提升资源回收利用率,降低能耗与污染物排放,完全满足国家环保标准与安全生产要求,投用后将为临沂客户实现绿色生产、提质增效提供有力支撑,助力当地冶金、固废处理等相关产业转型升级。 自项目签约以来,陕西诚达高度重视,迅速组建由行业专家、资深设计工程师及技术骨干构成的专项团队,深度对接客户需求,严格遵循技术规范,从工艺设计、原材料采购、生产制造到现场安装,全程实行精细化管控,攻克多项技术难点,确保设备质量与生产进度双达标。在设备安装调试阶段,公司派遣专业技术团队驻场服务,与客户项目组、施工单位协同联动,有序推进各项工序,高效完成设备吊装、管线接驳、电气接线、单体试车等全流程工作,为冷试工作的顺利开展奠定了坚实基础。 目前,该热熔渣调质炉冷试工作正有序推进,设备各系统运行平稳,炉体密封性、温控精度、传动稳定性等关键指标均通过严格检测,符合点火开炉条件。下一步,陕西诚达将继续派驻资深技术团队驻场保障,全程指导点火开炉工作,优化调试工艺参数,确保设备一次点火成功、平稳投产。 此次临沂热熔渣调质炉项目的顺利推进,不仅是陕西诚达定制化服务能力与技术实力的又一次充分展现,也是公司深耕华东市场、深化产学研用融合的重要成果。作为国内专业的冶金工业炉成套装备解决方案提供商,陕西诚达将持续以技术创新为驱动,以绿色低碳为方向,聚焦高端工业炉装备研发与制造,不断提升产品品质与服务水平,为更多客户提供高效、智能、环保的装备解决方案,助力我国工业绿色高质量发展。2026-04-22
技术赋能,绿色升级!陕西诚达临沂热熔渣调质炉冷试圆满,静待点火启新程近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为山东临沂客户量身设计、生产制造的热熔渣调质炉,顺利完成设备安装与系统调试,正式进入冷试阶段,各项指标均达到设计标准,点火开炉工作已进入紧张筹备阶段,即将迎来投产前的关键冲刺。 作为深耕工业炉领域二十余年的高新技术企业,陕西诚达自2003年成立以来,始终秉持“技术是发展之源,质量是生存之本”的宗旨,专注于工业炉设备的研发与制造,具备研发设计、生产制造、安装调试、运维服务全链条能力,在热熔渣处理、固废资源化利用等领域积累了深厚的技术积淀与丰富的项目经验,拥有26项专利技术,可精准匹配不同行业客户的定制化需求。此次为山东临沂客户打造的热熔渣调质炉,便是公司结合当地产业发展需求,量身定制的高效、环保、智能型核心装备。 据悉,该热熔渣调质炉融合了陕西诚达在高温熔炼、智能控制、节能环保领域的成熟技术,借鉴公司在同类设备研发中的成功经验,优化了炉体结构与工艺流程,采用精准温控、高效除尘等先进技术,可实现热熔渣的高效调质处理,有效提升资源回收利用率,降低能耗与污染物排放,完全满足国家环保标准与安全生产要求,投用后将为临沂客户实现绿色生产、提质增效提供有力支撑,助力当地冶金、固废处理等相关产业转型升级。 自项目签约以来,陕西诚达高度重视,迅速组建由行业专家、资深设计工程师及技术骨干构成的专项团队,深度对接客户需求,严格遵循技术规范,从工艺设计、原材料采购、生产制造到现场安装,全程实行精细化管控,攻克多项技术难点,确保设备质量与生产进度双达标。在设备安装调试阶段,公司派遣专业技术团队驻场服务,与客户项目组、施工单位协同联动,有序推进各项工序,高效完成设备吊装、管线接驳、电气接线、单体试车等全流程工作,为冷试工作的顺利开展奠定了坚实基础。 目前,该热熔渣调质炉冷试工作正有序推进,设备各系统运行平稳,炉体密封性、温控精度、传动稳定性等关键指标均通过严格检测,符合点火开炉条件。下一步,陕西诚达将继续派驻资深技术团队驻场保障,全程指导点火开炉工作,优化调试工艺参数,确保设备一次点火成功、平稳投产。 此次临沂热熔渣调质炉项目的顺利推进,不仅是陕西诚达定制化服务能力与技术实力的又一次充分展现,也是公司深耕华东市场、深化产学研用融合的重要成果。作为国内专业的冶金工业炉成套装备解决方案提供商,陕西诚达将持续以技术创新为驱动,以绿色低碳为方向,聚焦高端工业炉装备研发与制造,不断提升产品品质与服务水平,为更多客户提供高效、智能、环保的装备解决方案,助力我国工业绿色高质量发展。2026-04-22 -
公司新闻
 深耕冶金装备领域,陕西诚达助力重庆金翠实现钒铁渣资源化高效利用近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为重庆金翠量身设计、生产的3000KVA/1500KVA钒铁渣处理直流炉项目,经过前期精准安装与全面调试,顺利完成点火开炉,炉膛内跃动的火焰标志着该项目正式进入投产试运行阶段,也标志着双方合作迈入实质性落地新阶段,为西南地区钒铁渣资源化利用注入新动能。 作为专注于工业炉设备研发、设计与生产的高新技术企业,陕西诚达自2003年成立以来,始终坚守“技术是发展之源,质量是生存之本”的宗旨,深耕冶金装备领域,凭借20余年的行业积淀、26项专利技术支撑以及完善的全流程服务体系,在交直流电弧炉、矿热炉、固体废物处理设备等领域形成了核心竞争力,可根据不同客户需求提供定制化装备解决方案。此次与重庆金翠的合作,正是陕西诚达精准匹配客户需求、彰显技术实力的又一重要实践。 据悉,该3000KVA/1500KVA直流炉是陕西诚达针对重庆金翠钒铁渣处理的核心需求专 项定制的高效节能装备,凝聚了公司多年来在冶金装备领域的研发积淀与技术创新成果。相较于传统交流炉,该直流炉具备显著优势:电弧稳定且集中,熔池搅拌均匀,可有效减少炉衬侵蚀;电流电压波动小,对电网冲击低,自然功率因数高,无需配备无功补偿装置,电极损耗较交流炉降低50%以上,同时可实现节电15%-20%,从核心环节帮助项目降低运营成本,契合“双碳”目标下工业节能升级的发展趋势。 项目推进过程中,陕西诚达高度重视,组建了由工程部、电气部骨干力量组成的专项团队,全程跟进项目设计、生产、安装及调试全流程。设计阶段,团队结合重庆金翠钒铁渣处理的具体工况,优化设备结构布局,重点完善炉膛设计、电极配置、热能回收及智能化控制等关键环节,确保设备精准适配钒铁渣处理需求;生产阶段,严格遵循行业标准及企业质量管控体系,从材料选型、核心部件加工到全流程质量核验,每一道工序都精益求精,确保设备在高温高压环境下的可靠性与耐久性;安装调试阶段,技术团队奔赴现场,直面各类技术难题,分工协作、攻坚克难,严格按照调试规范精准校准各项运行参数,全面排查设备安装隐患,优化调试方案,确保炉体、供电、冷却、自控等各系统运行平稳,各项指标均达到设计标准,为顺利点火开炉筑牢坚实基础。 此次3000KVA/1500KVA直流炉顺利点火开炉,不仅是陕西诚达与重庆金翠深度合作的重要成果,更是陕西诚达深耕西南市场、拓展合作版图的关键一步,同时也为钒铁渣资源化循环利用提供了高效、环保的装备解决方案。该设备投用后,将高效处理钒铁渣,实现资源二次回收利用,助力重庆金翠降低生产成本、提升环保效益,推动生产工艺向绿色化、高效化升级,真正实现炉渣“变废为宝”的资源循环利用目标。 陕西诚达相关负责人表示,此次项目的顺利点火开炉,是对公司技术实力与服务水平的充分肯定。未来,公司将持续聚焦技术创新与品质升级,依托自身研发优势与行业经验,不断优化工业炉设备设计与制造工艺,完善全周期服务体系,以更先进的装备解决方案、更优质的服务,赋能更多合作伙伴实现高质量发展,同时积极践行“智造赋能产业”的使命,为中国高端装备制造及冶金产业绿色升级贡献诚达力量。 重庆金翠相关负责人对项目顺利点火开炉表示祝贺,并表示,陕西诚达凭借专业的技术能力、高效的履约能力,高质量完成了直流炉的设计、生产与调试工作,为项目按期投产提供了有力保障。期待未来与陕西诚达持续深化合作,携手推动钒铁渣资源化利用产业高质量发展,实现互利共赢。2026-04-21
深耕冶金装备领域,陕西诚达助力重庆金翠实现钒铁渣资源化高效利用近日,由陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)为重庆金翠量身设计、生产的3000KVA/1500KVA钒铁渣处理直流炉项目,经过前期精准安装与全面调试,顺利完成点火开炉,炉膛内跃动的火焰标志着该项目正式进入投产试运行阶段,也标志着双方合作迈入实质性落地新阶段,为西南地区钒铁渣资源化利用注入新动能。 作为专注于工业炉设备研发、设计与生产的高新技术企业,陕西诚达自2003年成立以来,始终坚守“技术是发展之源,质量是生存之本”的宗旨,深耕冶金装备领域,凭借20余年的行业积淀、26项专利技术支撑以及完善的全流程服务体系,在交直流电弧炉、矿热炉、固体废物处理设备等领域形成了核心竞争力,可根据不同客户需求提供定制化装备解决方案。此次与重庆金翠的合作,正是陕西诚达精准匹配客户需求、彰显技术实力的又一重要实践。 据悉,该3000KVA/1500KVA直流炉是陕西诚达针对重庆金翠钒铁渣处理的核心需求专 项定制的高效节能装备,凝聚了公司多年来在冶金装备领域的研发积淀与技术创新成果。相较于传统交流炉,该直流炉具备显著优势:电弧稳定且集中,熔池搅拌均匀,可有效减少炉衬侵蚀;电流电压波动小,对电网冲击低,自然功率因数高,无需配备无功补偿装置,电极损耗较交流炉降低50%以上,同时可实现节电15%-20%,从核心环节帮助项目降低运营成本,契合“双碳”目标下工业节能升级的发展趋势。 项目推进过程中,陕西诚达高度重视,组建了由工程部、电气部骨干力量组成的专项团队,全程跟进项目设计、生产、安装及调试全流程。设计阶段,团队结合重庆金翠钒铁渣处理的具体工况,优化设备结构布局,重点完善炉膛设计、电极配置、热能回收及智能化控制等关键环节,确保设备精准适配钒铁渣处理需求;生产阶段,严格遵循行业标准及企业质量管控体系,从材料选型、核心部件加工到全流程质量核验,每一道工序都精益求精,确保设备在高温高压环境下的可靠性与耐久性;安装调试阶段,技术团队奔赴现场,直面各类技术难题,分工协作、攻坚克难,严格按照调试规范精准校准各项运行参数,全面排查设备安装隐患,优化调试方案,确保炉体、供电、冷却、自控等各系统运行平稳,各项指标均达到设计标准,为顺利点火开炉筑牢坚实基础。 此次3000KVA/1500KVA直流炉顺利点火开炉,不仅是陕西诚达与重庆金翠深度合作的重要成果,更是陕西诚达深耕西南市场、拓展合作版图的关键一步,同时也为钒铁渣资源化循环利用提供了高效、环保的装备解决方案。该设备投用后,将高效处理钒铁渣,实现资源二次回收利用,助力重庆金翠降低生产成本、提升环保效益,推动生产工艺向绿色化、高效化升级,真正实现炉渣“变废为宝”的资源循环利用目标。 陕西诚达相关负责人表示,此次项目的顺利点火开炉,是对公司技术实力与服务水平的充分肯定。未来,公司将持续聚焦技术创新与品质升级,依托自身研发优势与行业经验,不断优化工业炉设备设计与制造工艺,完善全周期服务体系,以更先进的装备解决方案、更优质的服务,赋能更多合作伙伴实现高质量发展,同时积极践行“智造赋能产业”的使命,为中国高端装备制造及冶金产业绿色升级贡献诚达力量。 重庆金翠相关负责人对项目顺利点火开炉表示祝贺,并表示,陕西诚达凭借专业的技术能力、高效的履约能力,高质量完成了直流炉的设计、生产与调试工作,为项目按期投产提供了有力保障。期待未来与陕西诚达持续深化合作,携手推动钒铁渣资源化利用产业高质量发展,实现互利共赢。2026-04-21 -
公司新闻
 深度交流,实地探访——青山客户就交流炉项目莅临我司考察指导近日,青山客户代表团一行莅临陕西诚达工业炉制造有限公司(以下简称“陕西诚达”),开展实地参观考察与技术交流活动,双方围绕交流炉项目的技术优化、设备适配、生产应用及合作落地等核心议题深入对接,深化互信共识,共促协同发展。陕西诚达公司领导及技术、生产相关负责人全程热情接待,陪同参观并参与交流研讨。交流会上,陕西诚达公司领导对青山客户代表团的到来表示热烈欢迎,详细介绍了公司的发展历程、核心竞争力、工业炉研发制造实力及交流炉项目的相关布局。针对交流炉项目,公司技术团队结合多年工业炉研发生产经验,重点讲解了交流炉的核心技术参数、冶炼工艺优势、节能环保特性及适配场景,详细阐述了我方交流炉在炉体结构设计、温度调控精度、运行稳定性等方面的创新亮点,以及在实际应用中如何满足冶金、化工等行业的高效生产需求,展现了陕西诚达在工业炉制造领域的专业积淀与技术实力。青山客户代表团认真聆听介绍,对陕西诚达在交流炉领域的技术积累、生产能力及产品品质给予高度评价,并结合自身实际生产需求,就交流炉设备的运行效率、炉况调控、后期运维服务及定制化适配等具体问题,与我方技术团队展开了深入细致的研讨。双方本着互利共赢、协同发展的原则,坦诚交流、各抒己见,针对项目推进过程中的技术难点、优化方向及合作细节达成多项共识,为后续交流炉项目的深度合作奠定了坚实基础。交流会后,在陕西诚达相关负责人的陪同下,青山客户代表团深入公司生产车间,实地参观了交流炉的生产加工流程、核心部件装配、质量检测环节,详细查看了生产设备的运行状态、工艺管控标准及安全生产规范。参观过程中,代表团成员不时驻足询问交流炉的生产工艺、质量控制要点等相关问题,我方工作人员逐一耐心解答,通过近距离观摩,客户直观了解了陕西诚达严谨的生产管理、精湛的制造工艺及完善的质量保障体系,进一步增强了与我方合作的信心。此次青山客户莅临陕西诚达参观交流,不仅搭建了双方高效的技术对接与沟通平台,更深化了彼此的了解与互信,推动交流炉项目合作迈出坚实一步。未来,陕西诚达工业炉制造有限公司将持续坚守品质初心,聚焦交流炉技术的研发与创新,充分发挥自身制造优势,积极响应客户需求,不断优化产品性能、提升服务质量,与青山客户携手并肩,共同推动工业炉领域的技术升级与高质量发展,实现互利共赢、协同进步。2026-04-21
深度交流,实地探访——青山客户就交流炉项目莅临我司考察指导近日,青山客户代表团一行莅临陕西诚达工业炉制造有限公司(以下简称“陕西诚达”),开展实地参观考察与技术交流活动,双方围绕交流炉项目的技术优化、设备适配、生产应用及合作落地等核心议题深入对接,深化互信共识,共促协同发展。陕西诚达公司领导及技术、生产相关负责人全程热情接待,陪同参观并参与交流研讨。交流会上,陕西诚达公司领导对青山客户代表团的到来表示热烈欢迎,详细介绍了公司的发展历程、核心竞争力、工业炉研发制造实力及交流炉项目的相关布局。针对交流炉项目,公司技术团队结合多年工业炉研发生产经验,重点讲解了交流炉的核心技术参数、冶炼工艺优势、节能环保特性及适配场景,详细阐述了我方交流炉在炉体结构设计、温度调控精度、运行稳定性等方面的创新亮点,以及在实际应用中如何满足冶金、化工等行业的高效生产需求,展现了陕西诚达在工业炉制造领域的专业积淀与技术实力。青山客户代表团认真聆听介绍,对陕西诚达在交流炉领域的技术积累、生产能力及产品品质给予高度评价,并结合自身实际生产需求,就交流炉设备的运行效率、炉况调控、后期运维服务及定制化适配等具体问题,与我方技术团队展开了深入细致的研讨。双方本着互利共赢、协同发展的原则,坦诚交流、各抒己见,针对项目推进过程中的技术难点、优化方向及合作细节达成多项共识,为后续交流炉项目的深度合作奠定了坚实基础。交流会后,在陕西诚达相关负责人的陪同下,青山客户代表团深入公司生产车间,实地参观了交流炉的生产加工流程、核心部件装配、质量检测环节,详细查看了生产设备的运行状态、工艺管控标准及安全生产规范。参观过程中,代表团成员不时驻足询问交流炉的生产工艺、质量控制要点等相关问题,我方工作人员逐一耐心解答,通过近距离观摩,客户直观了解了陕西诚达严谨的生产管理、精湛的制造工艺及完善的质量保障体系,进一步增强了与我方合作的信心。此次青山客户莅临陕西诚达参观交流,不仅搭建了双方高效的技术对接与沟通平台,更深化了彼此的了解与互信,推动交流炉项目合作迈出坚实一步。未来,陕西诚达工业炉制造有限公司将持续坚守品质初心,聚焦交流炉技术的研发与创新,充分发挥自身制造优势,积极响应客户需求,不断优化产品性能、提升服务质量,与青山客户携手并肩,共同推动工业炉领域的技术升级与高质量发展,实现互利共赢、协同进步。2026-04-21 -
公司新闻
 匠心安装守初心 精工履约显担当——陕西诚达工程部深耕大朗热熔渣调质炉项目现场近日,陕西诚达工业炉制造有限公司工程部团队奔赴大朗热熔渣调质炉项目现场,以高度的责任担当、精湛的专业技术、严谨的工作态度,全力推进项目安装各项工作,用匠心打磨品质,用精工践行履约,与合作方携手并肩,共筑共赢之路,彰显了诚达工业炉深耕行业、精益求精的企业风采。 作为深耕工业炉制造领域二十余年的高新技术企业,陕西诚达自2003年成立以来,始终秉持“技术是发展之源,质量是生存之本”的企业宗旨,专注于工业炉设备的研发、设计与制造,具备从研发设计、生产制造到安装调试、运维服务的全链条能力,在热熔渣处理设备等领域积累了丰富的项目经验与过硬的技术实力,此次大朗热熔渣调质炉项目,更是公司践行绿色制造理念、助力工业固废资源化利用的重要实践。 项目现场,工程部团队始终坚守“安全第一、质量至上、效率优先”的原则,将“匠心”融入每一道工序,把“精工”落实到每一个细节。热熔渣调质炉作为工业固废资源化处理的核心装备,其安装精度、工艺标准直接关系到设备后续运行的稳定性、高效性与环保性,对安装技术要求极高。为确保项目顺利推进,工程部团队提前谋划、科学部署,深入研读项目图纸与技术规范,结合现场实际工况,制定了详尽的安装方案,明确分工、细化节点,将责任落实到每一位工作人员。 安装过程中,团队成员不畏艰辛、坚守一线,严格按照行业规范与公司标准,精准开展炉体吊装、管路接驳、电气系统集成、部件调试等各项关键工序。从设备定位的毫米级把控,到管线连接的严丝合缝;从每一颗螺栓的紧固,到每一项参数的校准,团队成员都一丝不苟、精益求精,坚决杜绝任何细节疏漏。面对现场可能出现的技术难题,团队充分发挥专业优势,及时沟通、协同攻坚,灵活调整施工方案,确保安装工作有序推进、质量可控,用专业与坚守诠释了诚达“精工履约”的核心承诺。 “匠心安装,不仅是对产品负责,更是对客户负责、对行业负责。”工程部项目负责人表示,团队始终牢记公司使命,以高标准、严要求推进项目建设,每一道工序都反复核查,每一个环节都精益求精,力求将大朗热熔渣调质炉项目打造成行业精品工程。在推进项目安装的同时,工程部团队还与合作方保持密切沟通、高效协同,主动对接需求、反馈进度,形成了“分工明确、协同发力、共创共赢”的良好合作氛围,用真诚与专业赢得了合作方的高度认可。 据悉,大朗热熔渣调质炉项目建成投用后,将有效优化当地工业炉渣处理工艺,实现热熔渣余热资源的高效回收与循环利用,契合国家“双碳”战略与工业绿色转型要求,助力合作方降低生产成本、提升环保效益与生产效能。此次项目安装,不仅是陕西诚达工程部专业能力与履约实力的生动展现,更是公司深化与合作伙伴协同发展、实现互利共赢的重要举措。 初心如磐,匠心致远;精工履约,共启新程。未来,陕西诚达工业炉制造有限公司将继续秉持“以科技求发展,以质量求生存,以信誉求效益”的企业宗旨,持续深耕工业炉领域,不断强化技术创新、提升服务品质,以更专业的团队、更精湛的技术、更严谨的态度,践行每一份承诺,打造每一个精品项目。同时,公司将继续深化与各合作伙伴的协同合作,秉持“共创共赢”的理念,携手助力工业绿色高质量发展,书写诚达工业炉发展的新篇章。2026-04-20
匠心安装守初心 精工履约显担当——陕西诚达工程部深耕大朗热熔渣调质炉项目现场近日,陕西诚达工业炉制造有限公司工程部团队奔赴大朗热熔渣调质炉项目现场,以高度的责任担当、精湛的专业技术、严谨的工作态度,全力推进项目安装各项工作,用匠心打磨品质,用精工践行履约,与合作方携手并肩,共筑共赢之路,彰显了诚达工业炉深耕行业、精益求精的企业风采。 作为深耕工业炉制造领域二十余年的高新技术企业,陕西诚达自2003年成立以来,始终秉持“技术是发展之源,质量是生存之本”的企业宗旨,专注于工业炉设备的研发、设计与制造,具备从研发设计、生产制造到安装调试、运维服务的全链条能力,在热熔渣处理设备等领域积累了丰富的项目经验与过硬的技术实力,此次大朗热熔渣调质炉项目,更是公司践行绿色制造理念、助力工业固废资源化利用的重要实践。 项目现场,工程部团队始终坚守“安全第一、质量至上、效率优先”的原则,将“匠心”融入每一道工序,把“精工”落实到每一个细节。热熔渣调质炉作为工业固废资源化处理的核心装备,其安装精度、工艺标准直接关系到设备后续运行的稳定性、高效性与环保性,对安装技术要求极高。为确保项目顺利推进,工程部团队提前谋划、科学部署,深入研读项目图纸与技术规范,结合现场实际工况,制定了详尽的安装方案,明确分工、细化节点,将责任落实到每一位工作人员。 安装过程中,团队成员不畏艰辛、坚守一线,严格按照行业规范与公司标准,精准开展炉体吊装、管路接驳、电气系统集成、部件调试等各项关键工序。从设备定位的毫米级把控,到管线连接的严丝合缝;从每一颗螺栓的紧固,到每一项参数的校准,团队成员都一丝不苟、精益求精,坚决杜绝任何细节疏漏。面对现场可能出现的技术难题,团队充分发挥专业优势,及时沟通、协同攻坚,灵活调整施工方案,确保安装工作有序推进、质量可控,用专业与坚守诠释了诚达“精工履约”的核心承诺。 “匠心安装,不仅是对产品负责,更是对客户负责、对行业负责。”工程部项目负责人表示,团队始终牢记公司使命,以高标准、严要求推进项目建设,每一道工序都反复核查,每一个环节都精益求精,力求将大朗热熔渣调质炉项目打造成行业精品工程。在推进项目安装的同时,工程部团队还与合作方保持密切沟通、高效协同,主动对接需求、反馈进度,形成了“分工明确、协同发力、共创共赢”的良好合作氛围,用真诚与专业赢得了合作方的高度认可。 据悉,大朗热熔渣调质炉项目建成投用后,将有效优化当地工业炉渣处理工艺,实现热熔渣余热资源的高效回收与循环利用,契合国家“双碳”战略与工业绿色转型要求,助力合作方降低生产成本、提升环保效益与生产效能。此次项目安装,不仅是陕西诚达工程部专业能力与履约实力的生动展现,更是公司深化与合作伙伴协同发展、实现互利共赢的重要举措。 初心如磐,匠心致远;精工履约,共启新程。未来,陕西诚达工业炉制造有限公司将继续秉持“以科技求发展,以质量求生存,以信誉求效益”的企业宗旨,持续深耕工业炉领域,不断强化技术创新、提升服务品质,以更专业的团队、更精湛的技术、更严谨的态度,践行每一份承诺,打造每一个精品项目。同时,公司将继续深化与各合作伙伴的协同合作,秉持“共创共赢”的理念,携手助力工业绿色高质量发展,书写诚达工业炉发展的新篇章。2026-04-20 -
公司新闻
 诚达工业炉:以冶金电炉硬核科技,赋能冶金与固危废产业绿色转型企业定位板块作为全球冶金电炉装备制造服务供应商,陕西诚达工业炉制造有限公司深耕行业二十余年,聚焦冶金冶金渣、中低碳锰铁、固危废渣三大产业赛道,构建 “研发设计 — 生产制造 — 安装调试 — 运维服务” 全链条能力,为冶金企业与固危废企业提供定制化成套装备解决方案。依托国家级高新技术企业资质,我们拥有 100 吨电弧炉、160 吨钢包精炼炉等核心装备设计制造能力,搭载直流等离子电炉、直流生态电炉、直流底电极三大自主专利技术,热转化效率超 80%,金属回收率突破 92%,以科技实力破解行业能耗高、环保难、效率低三大痛点。三大赛道核心价值冶金冶金渣赛道:配套热熔渣调质炉、冷渣岩棉电炉等专用设备,实现钢渣、高炉渣等冶金渣高效回收与建材化利用,年处理冶金渣超百万吨,助力冶金企业实现废料闭环循环。中低碳锰铁赛道:以绿色无碳冶炼电弧精炼炉为核心,提供 1600–1800℃超高温冶炼方案,无需焦炭等碳基还原剂,锰回收率≥90%,碳排放较传统工艺降低 90%,满足高端不锈钢、新能源汽车材料用锰铁需求。固危废渣赛道:覆盖赤泥、铝灰、飞灰、煤矸石等全品类固危废处理装备,采用高温熔融、改性固化、火法 + 湿法联合工艺,实现无害化处置与高值化回收,年处理固危废超百万吨,赋能循环经济发展。核心优势(适配 SEO 关键词)高新技术企业|冶金电炉全链条服务|三大核心专利技术|印尼 / 乌兹别克斯坦海外项目落地|国内首例纯氢竖炉还原铁项目承建商2026-04-20
诚达工业炉:以冶金电炉硬核科技,赋能冶金与固危废产业绿色转型企业定位板块作为全球冶金电炉装备制造服务供应商,陕西诚达工业炉制造有限公司深耕行业二十余年,聚焦冶金冶金渣、中低碳锰铁、固危废渣三大产业赛道,构建 “研发设计 — 生产制造 — 安装调试 — 运维服务” 全链条能力,为冶金企业与固危废企业提供定制化成套装备解决方案。依托国家级高新技术企业资质,我们拥有 100 吨电弧炉、160 吨钢包精炼炉等核心装备设计制造能力,搭载直流等离子电炉、直流生态电炉、直流底电极三大自主专利技术,热转化效率超 80%,金属回收率突破 92%,以科技实力破解行业能耗高、环保难、效率低三大痛点。三大赛道核心价值冶金冶金渣赛道:配套热熔渣调质炉、冷渣岩棉电炉等专用设备,实现钢渣、高炉渣等冶金渣高效回收与建材化利用,年处理冶金渣超百万吨,助力冶金企业实现废料闭环循环。中低碳锰铁赛道:以绿色无碳冶炼电弧精炼炉为核心,提供 1600–1800℃超高温冶炼方案,无需焦炭等碳基还原剂,锰回收率≥90%,碳排放较传统工艺降低 90%,满足高端不锈钢、新能源汽车材料用锰铁需求。固危废渣赛道:覆盖赤泥、铝灰、飞灰、煤矸石等全品类固危废处理装备,采用高温熔融、改性固化、火法 + 湿法联合工艺,实现无害化处置与高值化回收,年处理固危废超百万吨,赋能循环经济发展。核心优势(适配 SEO 关键词)高新技术企业|冶金电炉全链条服务|三大核心专利技术|印尼 / 乌兹别克斯坦海外项目落地|国内首例纯氢竖炉还原铁项目承建商2026-04-20 -
公司新闻
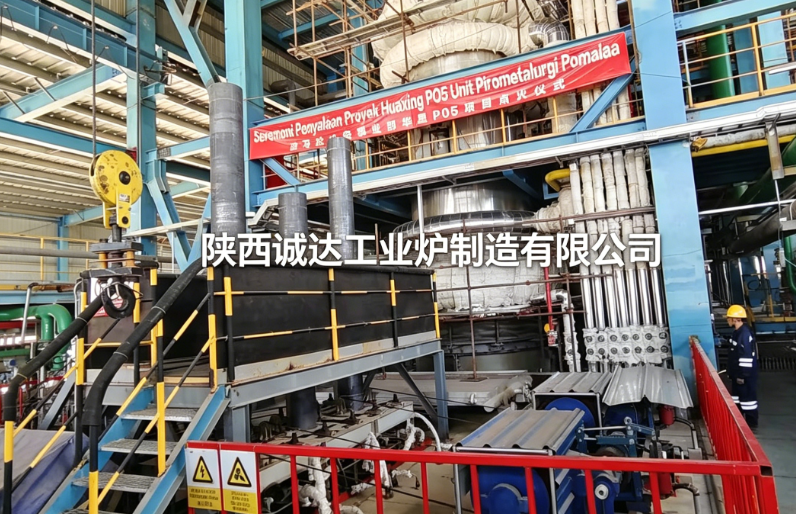 赋能印尼矿业升级,陕西诚达侧吹炉成功点火开炉近日,由陕西诚达工业炉制造有限公司自主设计、生产的侧吹炉在印度尼西亚项目现场顺利完成开炉点火,炉膛内跃动的火焰照亮了项目现场,各项运行参数稳步达标,标志着该设备正式进入投产准备阶段,静待出铁时刻,也意味着陕西诚达在海外冶金装备市场的布局再添重要成果,为中印尼产业合作注入新动能。印尼作为全球矿业资源富集地,近年来正全力推动冶炼产业从“规模扩张”向“质量与合规优先”转型,重点引导冶炼产业向高附加值下游领域升级,对高效、节能、环保的冶金装备需求日益迫切。陕西诚达精准把握当地产业发展趋势,立足自身在冶金装备设计、制造、调试领域的核心优势,深度契合印尼矿业产业布局,为当地量身定制了这款侧吹炉,破解当地传统冶炼工艺能耗高、环保性弱、资源利用率低的痛点,助力当地实现矿业产业高质量发展。此次顺利开炉的侧吹炉,融合了陕西诚达多年冶炼行业实践经验与国际领先的富氧侧吹浸没燃烧熔池熔炼技术,在工艺设计、设备选型、安全管控等方面实现全方位优化。设备配备先进的智能监测系统,可实时监控炉体温度、鼓风压力、烟气排放等关键参数,确保生产安全稳定;采用微负压操作模式,实现烟尘密封回收利用,烟尘率控制在7%以内,远低于行业同类设备水平,真正践行绿色低碳发展理念;同时优化炉体结构,采用耐火砖与铜水套双层防护设计,延长炉体使用寿命,年作业时间可达300-330天,大幅提升生产效率与项目效益。项目推进过程中,面对印尼当地政策调整、施工环境复杂、跨文化沟通等多重挑战,陕西诚达高度重视,组建了由工程部、电气部骨干力量组成的专项技术团队,不远万里奔赴印尼项目现场,扎根一线、攻坚克难。团队严格遵循当地矿业监管要求与国际施工标准,优化施工方案、加快建设进度,兼顾工程质量与安全管理,逐一排查设备安装隐患,精准校准各项运行参数,圆满完成了设备安装、调试等全流程工作,确保了侧吹炉顺利开炉,用实干彰显了中国企业的履约能力与责任担当。侧吹炉的顺利开炉,不仅是陕西诚达深耕海外冶金市场、践行“技术出海、合作共赢”理念的重要里程碑,更是中国冶金技术、中国装备走向世界的生动实践。该设备投产后,将依托印尼丰富的矿产资源优势,聚焦高附加值冶炼产品生产,有效提升当地矿产资源深加工能力,推动当地产业从“资源出口型”向“产业增值型”转型,同时带动当地就业、培养专业技术人才,实现企业与当地社会的共同发展。作为深耕冶金领域的专业企业,陕西诚达始终坚持技术创新与品质履约,凭借过硬的产品质量、精湛的技术实力和完善的服务体系,在国内外工业炉制造领域树立了良好口碑。此次印尼侧吹炉顺利开炉,为公司进一步拓展海外市场、深化中印尼产业合作奠定了坚实基础。未来,陕西诚达将持续优化项目运营管理,强化技术创新与合规经营,以该项目为契机,深化与印尼及周边国家的产业合作,输出更具竞争力的中国冶炼解决方案,书写中印尼产业合作的新篇章,为全球冶金产业绿色、高效、高质量发展贡献诚达力量。2026-04-20
赋能印尼矿业升级,陕西诚达侧吹炉成功点火开炉近日,由陕西诚达工业炉制造有限公司自主设计、生产的侧吹炉在印度尼西亚项目现场顺利完成开炉点火,炉膛内跃动的火焰照亮了项目现场,各项运行参数稳步达标,标志着该设备正式进入投产准备阶段,静待出铁时刻,也意味着陕西诚达在海外冶金装备市场的布局再添重要成果,为中印尼产业合作注入新动能。印尼作为全球矿业资源富集地,近年来正全力推动冶炼产业从“规模扩张”向“质量与合规优先”转型,重点引导冶炼产业向高附加值下游领域升级,对高效、节能、环保的冶金装备需求日益迫切。陕西诚达精准把握当地产业发展趋势,立足自身在冶金装备设计、制造、调试领域的核心优势,深度契合印尼矿业产业布局,为当地量身定制了这款侧吹炉,破解当地传统冶炼工艺能耗高、环保性弱、资源利用率低的痛点,助力当地实现矿业产业高质量发展。此次顺利开炉的侧吹炉,融合了陕西诚达多年冶炼行业实践经验与国际领先的富氧侧吹浸没燃烧熔池熔炼技术,在工艺设计、设备选型、安全管控等方面实现全方位优化。设备配备先进的智能监测系统,可实时监控炉体温度、鼓风压力、烟气排放等关键参数,确保生产安全稳定;采用微负压操作模式,实现烟尘密封回收利用,烟尘率控制在7%以内,远低于行业同类设备水平,真正践行绿色低碳发展理念;同时优化炉体结构,采用耐火砖与铜水套双层防护设计,延长炉体使用寿命,年作业时间可达300-330天,大幅提升生产效率与项目效益。项目推进过程中,面对印尼当地政策调整、施工环境复杂、跨文化沟通等多重挑战,陕西诚达高度重视,组建了由工程部、电气部骨干力量组成的专项技术团队,不远万里奔赴印尼项目现场,扎根一线、攻坚克难。团队严格遵循当地矿业监管要求与国际施工标准,优化施工方案、加快建设进度,兼顾工程质量与安全管理,逐一排查设备安装隐患,精准校准各项运行参数,圆满完成了设备安装、调试等全流程工作,确保了侧吹炉顺利开炉,用实干彰显了中国企业的履约能力与责任担当。侧吹炉的顺利开炉,不仅是陕西诚达深耕海外冶金市场、践行“技术出海、合作共赢”理念的重要里程碑,更是中国冶金技术、中国装备走向世界的生动实践。该设备投产后,将依托印尼丰富的矿产资源优势,聚焦高附加值冶炼产品生产,有效提升当地矿产资源深加工能力,推动当地产业从“资源出口型”向“产业增值型”转型,同时带动当地就业、培养专业技术人才,实现企业与当地社会的共同发展。作为深耕冶金领域的专业企业,陕西诚达始终坚持技术创新与品质履约,凭借过硬的产品质量、精湛的技术实力和完善的服务体系,在国内外工业炉制造领域树立了良好口碑。此次印尼侧吹炉顺利开炉,为公司进一步拓展海外市场、深化中印尼产业合作奠定了坚实基础。未来,陕西诚达将持续优化项目运营管理,强化技术创新与合规经营,以该项目为契机,深化与印尼及周边国家的产业合作,输出更具竞争力的中国冶炼解决方案,书写中印尼产业合作的新篇章,为全球冶金产业绿色、高效、高质量发展贡献诚达力量。2026-04-20 -
公司新闻
 赋能电石产业升级——陕西诚达电石炉项目正式启动近日,陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)2000KVA电石炉项目启动会在公司会议室隆重召开。公司领导及项目组成员悉数出席会议,共同见证这一重要时刻,凝聚共识、明确方向,全面吹响项目推进的冲锋号角。 作为一家成立于2003年、专注于工业炉设备研发与制造的高新技术企业,陕西诚达深耕行业二十余年,凭借26项专利技术、完善的生产体系和丰富的项目经验,在交直流炼钢电弧炉、铁合金矿热炉等领域树立了良好口碑,具备设计制造各类高端工业炉的雄厚实力。此次2000KVA电石炉项目的启动,既是公司响应电石行业结构调整、助力产业绿 色升级的重要举措,也是公司拓展核心业务、提升市场竞争力的关键布局。 会上,总经理首先发表致辞,对项目启动表示热烈祝贺,并强调了项目的重要战略意义。他指出,电石作为我国重要的有机化工原料,广泛应用于PVC生产等多个领域,而 高效、环保的电石炉设备是推动电石产业高质量发展的核心支撑。此次2000KVA电石炉项目,严格遵循行业清洁生产标准,兼顾节能与环保要求,可有效提升电石生产效率、减少污染物排放,契合国家节能减排与循环经济发展理念。项目的顺利实施,将进一步丰富公司工业炉产品矩阵,巩固公司在行业内的技术优势,为公司拓展国内外市场奠定坚实基础。 随后,项目负责人详细汇报了项目整体规划、前期筹备情况以及后续实施计划,明确了项目各阶段的时间节点、核心任务和责任分工。各部门负责人依次发言,就技术研发、生产制造、质量管控、物流运输等环节进行深入交流,纷纷表示将密切协作、全力以赴,确保项目高标准、高质量、高效率推进,力争项目早日落地投产、发挥效益。 公司董事长作总结讲话,对项目推进提出明确要求。她强调,全体项目成员要秉持“技术是发展之源,质量是生存之本”的企业宗旨,发扬精益求精的工匠精神,严格把控项目每一个环节,着力解决项目实施过程中可能出现的技术难题和各类挑战。同时,要加强部门协同与沟通对接,强化安全管理与质量管控,确保项目按时完成各项节点任务,打造经得起市场和客户检验的优质工程。她表示,公司将全力保障项目人力、物力、财力投入,为项目顺利推进提供坚实支撑,助力电石产业实现绿色、高效、可持续发展。 启动会的顺利召开,标志着陕西诚达2000KVA电石炉项目正式步入全面实施阶段。据悉,该项目依托公司成熟的工业炉制造技术和研发实力,结合电石生产工艺特点,优化设备结构设计,提升设备运行稳定性和能源利用效率,可有效解决传统电石炉能耗高、污染大的痛点,助力客户降低生产成本、提升市场竞争力。 未来,陕西诚达将以此次项目启动为契机,持续加大技术研发投入,深化产学研合作,不断提升产品技术水平和核心竞争力,深耕工业炉制造领域,为国内外客户提供更优质、高效、环保的工业炉解决方案,为电石产业升级和制造业高质量发展贡献诚达力量。2026-04-20
赋能电石产业升级——陕西诚达电石炉项目正式启动近日,陕西诚达工业炉制造有限公司(以下简称“陕西诚达”)2000KVA电石炉项目启动会在公司会议室隆重召开。公司领导及项目组成员悉数出席会议,共同见证这一重要时刻,凝聚共识、明确方向,全面吹响项目推进的冲锋号角。 作为一家成立于2003年、专注于工业炉设备研发与制造的高新技术企业,陕西诚达深耕行业二十余年,凭借26项专利技术、完善的生产体系和丰富的项目经验,在交直流炼钢电弧炉、铁合金矿热炉等领域树立了良好口碑,具备设计制造各类高端工业炉的雄厚实力。此次2000KVA电石炉项目的启动,既是公司响应电石行业结构调整、助力产业绿 色升级的重要举措,也是公司拓展核心业务、提升市场竞争力的关键布局。 会上,总经理首先发表致辞,对项目启动表示热烈祝贺,并强调了项目的重要战略意义。他指出,电石作为我国重要的有机化工原料,广泛应用于PVC生产等多个领域,而 高效、环保的电石炉设备是推动电石产业高质量发展的核心支撑。此次2000KVA电石炉项目,严格遵循行业清洁生产标准,兼顾节能与环保要求,可有效提升电石生产效率、减少污染物排放,契合国家节能减排与循环经济发展理念。项目的顺利实施,将进一步丰富公司工业炉产品矩阵,巩固公司在行业内的技术优势,为公司拓展国内外市场奠定坚实基础。 随后,项目负责人详细汇报了项目整体规划、前期筹备情况以及后续实施计划,明确了项目各阶段的时间节点、核心任务和责任分工。各部门负责人依次发言,就技术研发、生产制造、质量管控、物流运输等环节进行深入交流,纷纷表示将密切协作、全力以赴,确保项目高标准、高质量、高效率推进,力争项目早日落地投产、发挥效益。 公司董事长作总结讲话,对项目推进提出明确要求。她强调,全体项目成员要秉持“技术是发展之源,质量是生存之本”的企业宗旨,发扬精益求精的工匠精神,严格把控项目每一个环节,着力解决项目实施过程中可能出现的技术难题和各类挑战。同时,要加强部门协同与沟通对接,强化安全管理与质量管控,确保项目按时完成各项节点任务,打造经得起市场和客户检验的优质工程。她表示,公司将全力保障项目人力、物力、财力投入,为项目顺利推进提供坚实支撑,助力电石产业实现绿色、高效、可持续发展。 启动会的顺利召开,标志着陕西诚达2000KVA电石炉项目正式步入全面实施阶段。据悉,该项目依托公司成熟的工业炉制造技术和研发实力,结合电石生产工艺特点,优化设备结构设计,提升设备运行稳定性和能源利用效率,可有效解决传统电石炉能耗高、污染大的痛点,助力客户降低生产成本、提升市场竞争力。 未来,陕西诚达将以此次项目启动为契机,持续加大技术研发投入,深化产学研合作,不断提升产品技术水平和核心竞争力,深耕工业炉制造领域,为国内外客户提供更优质、高效、环保的工业炉解决方案,为电石产业升级和制造业高质量发展贡献诚达力量。2026-04-20
13991381852
029-88610364